( FCAW ) Flux Cored Arc Welding
Flux cored arc welding (FCAW) merupakan las busur listrik fluk inti tengah / pelindung inti tengah. FCAW merupakan kombinasi antara proses SMAW, GMAW dan SAW. Sumber energi pengelasan yaitu dengan menggunakan arus listrik AC atau DC dari pembangkit listrik atau melalui trafo dan atau rectifier. FCAW adalah salah satu jenis las listrik yang memasok filler elektroda secara mekanis terus ke dalam busur listrik yang terbentuk di antara ujung filler elektroda dan metal induk. Gas pelindungnya juga sama-sama menggunakan karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo.
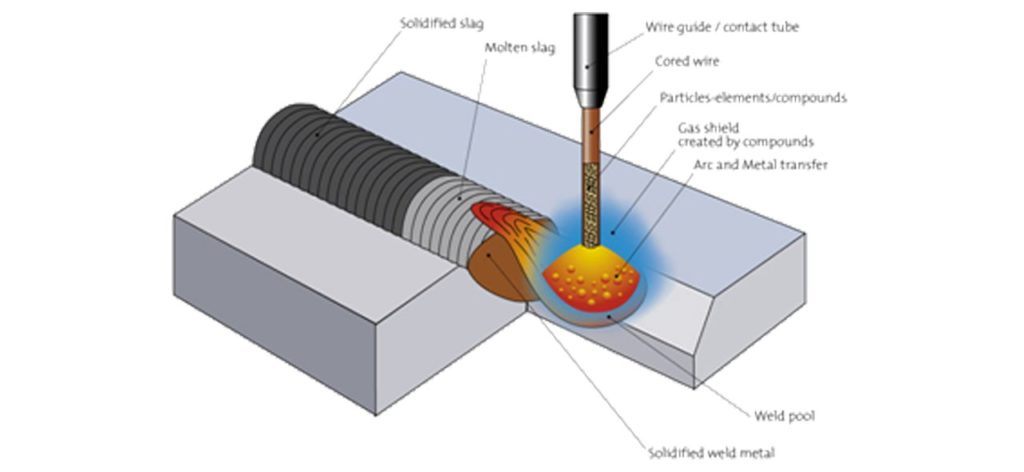
Flux cored arc welding atau las busur berinti flux mirip dengan proses las GMAW, yaitu menggunakan elektroda solid dan tubular yang diumpankan secara kontinyu dari sebuah gulungan. Elektroda diumpankan melalui gun atau torch sambil menjaga busur yang terbentuk diantara ujung elektroda dengan base metal. FCAW menggunakan elektroda dimana terdapat serbuk flux di dalam batangnya. Butiran-butiran dalam inti kawat ini menghasilkan sebagian atau semua shielding gas yang diperlukan. Jadi berlawanan dengan GMAW, dimana seluruh gas pelindung berasal dari sumber luar. FCAW bisa juga menggunakan gas pelindung tambahan, tergantung dari jenis elektroda, logam yang dilas, dan sifat dari pengelasan yang dikerjakan.
Ada dua jenis variasi FCAW yang memiliki kegunaan berbeda-beda tergantung dari metode gas pelindung.
- Gas Shielded (FCAW-G).
- Self-shielded (FCAW-SS).
Berdasarkan metode pembuatan fluks dibedakan menjadi
- Self shielding FCAW (Pelindungan sendiri) , yaitu melindungi las yang mencair dengan gas dari hasil penguapan dan reaksi inti fluks
- Gas shielding FCAW (perlindungan gas) = dual gas, yaitu melindungi las yang mencair selain dengan gas sendiri juga ditambah gas pelindung dari luar sistem.
Kedua jenis pelindung di atas sama2 menghasilkan terak las yang memadai untuk melindungi metal las yang akan beku. Perbedaannya terletak pada tambahan sistem pemasok gas dan welding torch (welding gun).
Berdasarkan cara pengoperasiannya, FCAW dibedakan menjadi :
- Semi otomatik / semi automatic
- Otomatik / machine otomatik
Sifat-sifat utama (Principal features) FCAW dalam proses pengelasan
- Produktivitas yang kontinu dari pasokan elektroda las
- Sifat metalurgy las yang dapat dikontrol dari pemilihan fluks
- Pembentukan manik las yang cair dapat ditopang oleh slag yang tebal dan kuat
Pelindung gas umumnya menggunakan gas CO2 atau campuran CO2 dengan Argon. Namun dengan keberadaan oksigen kadang akan menimbulkan problem baru yaitu dengan porosity yang dihasilkan reaksi CO2 dan oxygen yang ada di udara sekitar lasan, sehingga perlu memilih fluks yang mengandung zat yang bersifat pengikat